联系我们
地址:东莞市长安镇厦边管理区江边三巷三号
电话:15362604843
手机:15362604843
传真:0769-82758892
邮箱:651549344@qq.com
电话:15362604843
手机:15362604843
传真:0769-82758892
邮箱:651549344@qq.com
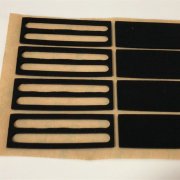
eva模切成型操作中的常见问题
作者:星杰胶粘制品 时间:2018-08-27 12:46
eva模切成型的操作过程中会出现一些问题,常见的问题我们给大家列举在下方了,在使用的过程中去解决。

1、模切后纸板粘连刀版
刀口周围填塞的橡皮过稀,引起回弹力不足,或橡皮硬、中、软性的性能选用不合适,钢刀刃口不锋利,纸张厚度过大,引起夹刀或模切时压力过大,可根据模版钢刀分布情况,合理选用不同硬度的橡皮,注意粘塞时要疏密分布适度,适当调整模切压力,必要时更换钢刀。
2、重刀或跳刀不直
这两种现象主要就跟拉料和卡位有关,重刀最主要的原因是拉料拉力不均造成,将前面放料用吸风或压板带上拉力,注意每卷料的接头可能都会导致拉料间距不同,特别是较厚的材料如泡棉类,跳刀不直首先确定模具是否调直,原材料是否分直。调模时多跑一段,将走料拉直后再收回来,前后限位卡死。
3、折叠成型时纸板折痕处开裂
压痕过深或压痕宽度不够,若是纸板内侧开裂,则为模压压痕力过大,折叠太深,适当减少钢线剪纸厚度,根据纸板厚度将压痕线加宽,适当减小楼切机的压力,或改用高度稍低一些的铜线。
4、模切刃口不光
产生原因是钢刀质量不良,刃口不锋利,模切适性差,钢刀刃口磨损严重,未及时更换;机器压力不够;模切压力调整时,钢刀处垫纸处理不当,模切时压力不适,排除方法是根据模切纸板的不同性能,选用不同质量特性的钢刀,提高其模切适性,经常检查钢刀刃口及磨损情况,及时更换新的钢刀,适当增加模切机的模切压力,重新调整钢刀压力并更换垫纸。




 QQ客服
QQ客服 